- Heat treatment of super large
long products - Low distortion technology
- Short delivery time
- Heat treatment Q & A
- Heat treatment dictionary
- Equipment list
- Company overview
- HOME
- Video tour of the company You can see the equipment and its operations in our plant.
- Dynamic Blog Room
- Inquiry by email >>
- We welcome plant tours! We have installed an observatory-type plant tour room to show the whole plant safe and clean. Please visit us!
Inquiry
TEL:+81-566-98-2501
FAX:+81-566-98-2504
ISO 9001:2008
ISO 14001:2004 certified

Metal Heat Co., Ltd.
5-3-6 Toei-cho, Anjo-city, Aichi, 446-0007, JAPAN
NACHI-FUJIKOSHI CORP qualified heat treatment manufacturer
5-3-6 Toei-cho, Anjo-city, Aichi, 446-0007, JAPAN
NACHI-FUJIKOSHI CORP qualified heat treatment manufacturer
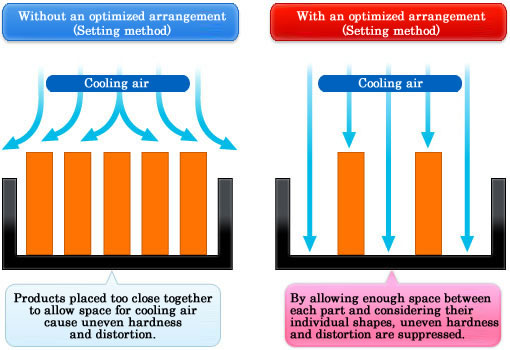
We aim to reduce distortions to less then 0.1mm!
Generally speaking, a heat treatment furnace is filled with products to maintain a high filling rate.
However, in our company, accuracy and quality are considered more important than the filling rate, so we set products optimally inside a furnace depending on the material used and the shape of the products.
Moreover, we can subdue hardness defects and distortion by controlling the temperature rising rate, preheating temperature, set temperature, holding time and cooling pressure in the cooling process.
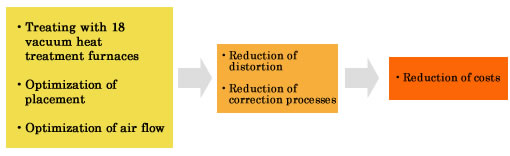
Of course, it might be easy to jump to the conclusion that such a practice could decrease the processing amount and affect delivery time.
However, in our company, optimized treatment is made possible by using 18 vacuum heat treatment furnaces.
Also, you might wonder if limiting the amount of input increases costs. However, less distortion at quenching means less correction afterwards, so this leads to decreased costs for our customers, not increased costs.